SLA
Printing tips
Tolerances
It is impossible to get microns of tolerances. Also, the greater the precision, the longer the print (for FDM at least).
Always give tolerances to parts which must be interlocked (holes, contact surfaces). E.g. for the Prusa printer, an expansion of 0.3 [mm] generally gives tight locked mechanisms, 0.5 [mm] lightly locked mechanisms and 0.7 [mm] and over gives enough room for parts to slide easily into each others.
Reinforced junctions
Sharp edges change for contacting materials are a point of failures in 3D prints. As possible, add either a chamfer or a fillet to such surfaces to strengthen the connection:
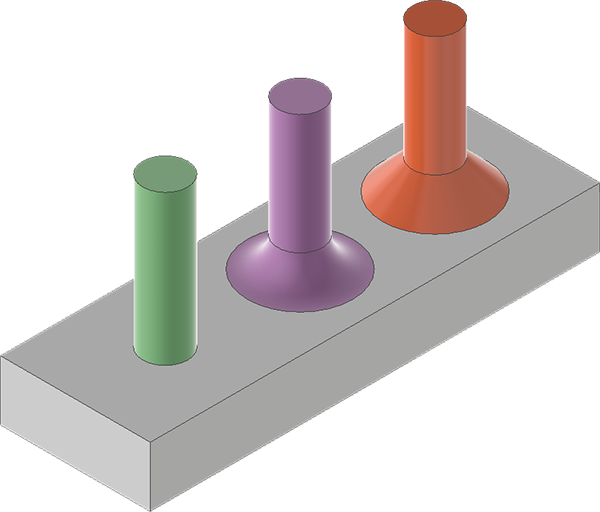
In green : no extra support In purple : fillet *In orange : 45° chamfer
Slicing direction
The direction the part is printed as has a big impact in its strength. It depends mostly on the forces direction.
The idea is that for a layer to resist to increase its "2D" size (i.e. the slice as cut by the slicer). It may require support material which may interfere with the print precision, but is all-in-all a good practice for mechanical parts:

- If forces are radial like guides for an upper part, the area of the "nipples" are much smaller on the left and may break easily.
- The 90° degree rotated part on the right has much bigger surfaces but requires support all along the object.
- The middle one has great base supports and bigger slices areas, plus the print once put flat distributes the radial forces over multiple heights.
Layer thickness
The technology implies a certain duration for each layer to solidify the resin enough. Thus, the printing time depends strongly on the layer height. The relation is not linear tho since bigger heights require more cure time.
Based on the same idea, too big heights cannot be reached. A too long exposure time may cure nearby resin and distort the part or create artifacts.
Heights commonly range from 25 [um] to 100 [um].
Print adhesion and supports
SLA prints are often tilted on their base of 30 to 45° for multiple reasons:
- Printing them flat may cure extra unwanted resin at the base, thus creating an "elephant foot".
- The weight of the object may be concentrated on a small base, potentially detaching it from the base plate.
- A tilted object may require more supports but less layers. Also, layers are less remarkable.
- Big flat surfaces are subject to warping. They also create peel forces which may detach the object from the base.
The following is a standard recipe while using SLA printers:
- Rotate the object. Pure flat surfaces are ruled by the following: :math:
\alpha = \arctan{\frac{LayerHeight}{PixelWidth}} - Put the part a bit higher than the bed.
- Add raft and supports.
Aliasing
Since the pattern is projected on a finite number of pixels, aliasing may appear.
Modern slicers contain anti-aliasing systems whose "level" can be tweaked.